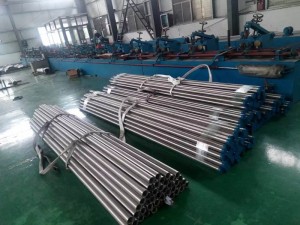
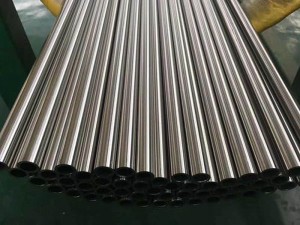
Производство на различни прецизни светли тръби

Прецизната тръба е вид безшевна стоманена тръба с висока точност и висока яркост, произведена чрез процес на студено изтегляне или студено валцуване. Неговият вътрешен и външен диаметър може да бъде с точност до 0,2 мм. Той не само осигурява якост на огъване и усукване, но и има леко тегло. Поради това се използва широко в производството на прецизни механични части и инженерни конструкции. Също така често се използва при производството на различни конвенционални оръжия, цев, черупки, лагери и др.

Често срещаните материали са 10#, 20#, 35#, 45#, 20Cr, 40Cr, 20CrMo, 16Mn, 27SiMn, 304, 201, 310S, висококачествена въглеродна конструкционна стомана.
1. По-малък външен диаметър.
2. Висока прецизност и може да се използва за производство на малки партиди.
3. Студено изтеглените продукти имат висока прецизност и добро качество на повърхността.
4. Напречната площ на стоманената тръба е по-сложна.
5.Стоманената тръба има превъзходна производителност и плътен метал. Методът за проверка може да използва сапунена вода за избърсване на ставите на пещта за отгряване, за да се види дали има изтичане на въздух; Сред тях мястото, където газът най-вероятно ще излезе, е мястото, където пещта за отгряване влиза и излиза от тръбата. Уплътнителният пръстен на това място е особено лесен за носене, така че трябва да се проверява и сменя често. Представена е технологичната схема за предварителна обработка на прецизна стоманена тръба преди студено огъване; Изследвани и анализирани са ефектите от нормализиране на температурата, времето на задържане и режима на охлаждане върху микроструктурата и механичните свойства на захранващата тръба; Определя се конвенционалният процес на нормализиране на прецизна стоманена тръба: температурата на нагряване е (890 ± 10) ℃ и разпръснат въздушно охлаждане след задържане за 6 минути. Конвенционалният процес на нормализиране може напълно да елиминира структурата на widmanstatten на прецизната стоманена тръба, да направи съвпадението на границата на провлач и якостта на опън по-разумно и да подобри съотношението на границата на провлач σ S/b σ ≤ 0,78, удължението 5 δ ≥ 30%, значително да подобри производителност на студено формоване и избягване на напукване при студено огъване. Коефициентът на разширение може да бъде изразен в обем или дължина, обикновено в дължина. Плътност Плътността на веществото е масата на единица обем на веществото, в kg / m3 или 1B / in3. Остатъчното напрежение на опън идва главно от остатъчното напрежение на опън, произведено от оборудването по време на заваряване.
Понастоящем отгряването след охлаждане на заваряване се използва широко в инженерството за премахване на остатъчното напрежение, а охлаждането след заваряване е важен процес за генериране на остатъчно напрежение. Този метод не само губи енергия, но и лесно произвежда голямо остатъчно напрежение при заваряване. Термичната обработка след заваряване е нова технология за премахване на остатъчното напрежение. Прецизната стоманена тръба трябва да бъде предварително загрята до температурата след термична обработка преди заваряване и заварката трябва да се нагрява непрекъснато, за да се поддържа тази температура по време на заваряване. След заваряване той трябва да бъде изолиран с изолационен памук, за да се охлади бавно. Закаляването може да увеличи здравината и твърдостта на стоманената тръба, но да намали нейната пластичност. Средствата за гасене, които обикновено се използват при гасене, включват вода, масло, алкална вода и солен разтвор. Закаляването на прецизна стоманена тръба загрява повторно закалената прецизна стоманена тръба до определена температура и след това я охлажда по определен метод, който се нарича темпериране. Целта е да се елиминира вътрешното напрежение, произведено от закаляването, да се намали твърдостта и крехкостта и да се получат очакваните механични свойства. Закаляването се разделя на високотемпературно темпериране, среднотемпературно темпериране и нискотемпературно темпериране. Закаляването често се използва в комбинация с закаляване и нормализиране. Обработка за закаляване и закаляване методът на топлинна обработка на високотемпературно темпериране след закаляване се нарича обработка на закаляване и закаляване.